Многослойная линия по производству литой пленки
Эта статья предоставляет исчерпывающее руководство по многослойной линии по производству литой пленки, охватывая все аспекты от выбора оборудования до оптимизации процесса. Мы рассмотрим различные типы линий, их особенности, преимущества и недостатки, а также предоставим практические советы по повышению эффективности производства.
Выбор оборудования для производства литой пленки
Типы экструзионных линий
Рынок предлагает широкий выбор многослойных линий по производству литой пленки. Ключевые факторы при выборе – это производительность, количество слоев, тип используемого сырья и желаемая толщина пленки. Существуют линии с разным количеством экструдеров, позволяющие создавать пленки с различными свойствами и составом. Например, линии с тремя и более экструдерами позволяют создавать высокобарьерные пленки для пищевой промышленности. Важно учитывать также наличие дополнительных модулей, таких как системы контроля толщины и натяжения пленки, а также системы охлаждения и намотки.
Ключевые характеристики оборудования
При выборе оборудования необходимо обратить внимание на следующие характеристики: производительность (кг/час), количество экструдеров, диаметр шнеков, тип используемых головок, система охлаждения, система намотки, система контроля качества. Выбор конкретной модели будет зависеть от ваших индивидуальных требований и бюджета. Более подробная информация о характеристиках различных моделей может быть предоставлена производителями оборудования.
Технология производства многослойной литой пленки
Процесс экструзии
Производство многослойной литой пленки начинается с процесса экструзии. Полимерное сырье расплавляется и подается в экструдеры, где происходит его гомогенизация и формование. Затем расплавленный полимер поступает в экструзионную головку, где формируется многослойная структура пленки. Количество слоев и их толщина зависят от типа экструзионной головки и настроек оборудования.
Система охлаждения и калибровки
После формирования пленки, она проходит через систему охлаждения и калибровки, где происходит стабилизация ее толщины и структуры. Правильный выбор системы охлаждения крайне важен для обеспечения высокого качества готовой продукции. Неравномерное охлаждение может привести к дефектам пленки, таким как морщины или несоответствие толщины.
Система намотки
Заключительным этапом процесса является намотка готовой пленки на рулоны. Современные многослойные линии по производству литой пленки оснащены автоматическими системами намотки, обеспечивающими высокую производительность и качество намотки.
Оптимизация процесса производства
Для достижения максимальной эффективности производства необходимо постоянно контролировать и оптимизировать все этапы процесса. Это включает в себя мониторинг параметров экструзии, температуры, давления, скорости вращения шнеков и других параметров. Использование систем автоматического контроля и управления позволяет значительно повысить производительность и снизить брак.
Сравнительная таблица популярных моделей оборудования
| Модель | Производительность (кг/час) | Количество слоев | Цена (у.е.) |
|---|---|---|---|
| Модель А | 1000 | 3 | 150000 |
| Модель Б | 1500 | 5 | 250000 |
| Модель В | 2000 | 7 | 350000 |
Примечание: Данные в таблице приведены для иллюстрации и могут отличаться в зависимости от конкретного производителя и модели оборудования.
Для получения более подробной информации о многослойных линиях по производству литой пленки, вы можете обратиться к производителям оборудования или посетить сайт https://www.dalimachine.ru/ для ознакомления с их продукцией.
Соответствующая продукция
Соответствующая продукция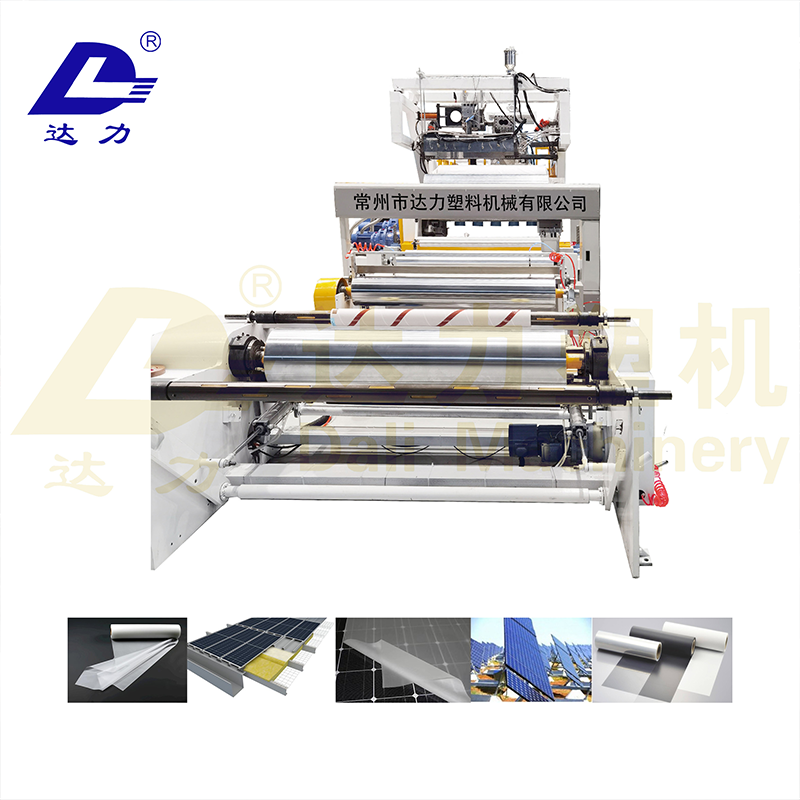



Самые продаваемые продукты
Самые продаваемые продукты-
 Линия по производству дышащей литой пленки
Линия по производству дышащей литой пленки -
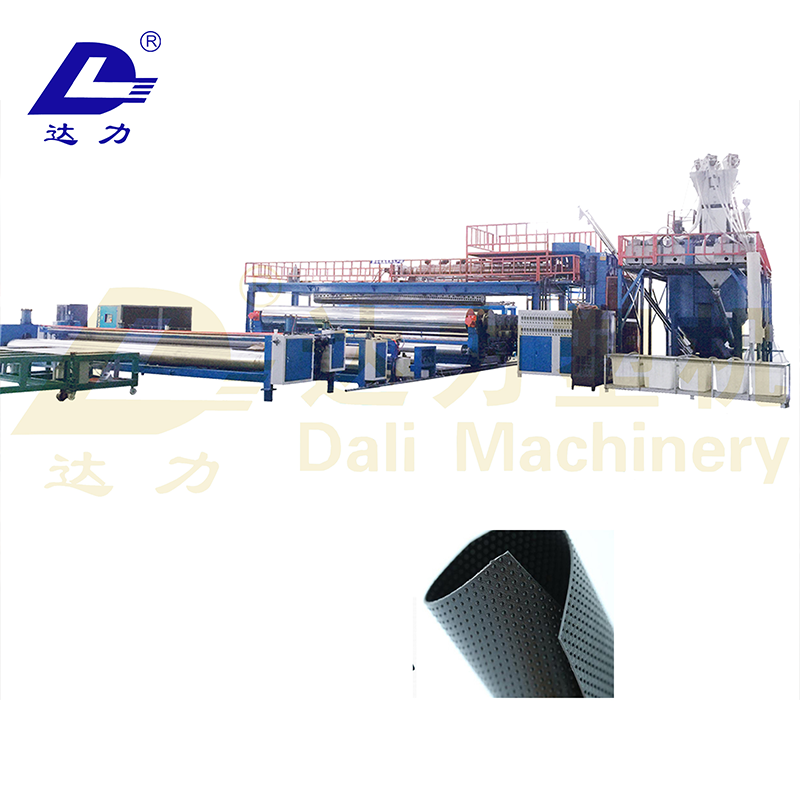
 Линия по производству полимерных и песчаных покрытий
Линия по производству полимерных и песчаных покрытий -
 Линия по производству однослойной многослойной литой пленки
Линия по производству однослойной многослойной литой пленки -
 Линия по производству ламинирующего войлока для теплоизоляционных стеганых одеял
Линия по производству ламинирующего войлока для теплоизоляционных стеганых одеял -
 Линия по производству литьевой PE пленки для перчаток
Линия по производству литьевой PE пленки для перчаток -
 Производственная линия для ламинирования автомобильных ковриков для пола
Производственная линия для ламинирования автомобильных ковриков для пола -
 Линия по производству горячекатаных композитных материалов
Линия по производству горячекатаных композитных материалов -
 Гранулятор пластиковой пленки E01-B
Гранулятор пластиковой пленки E01-B -
 Вакуумный питатель, спиральный питатель
Вакуумный питатель, спиральный питатель -
 Линия по производству стеклянной пленки EVA PVB
Линия по производству стеклянной пленки EVA PVB -
 Машина для изготовления одноразовых чехлов для обуви
Машина для изготовления одноразовых чехлов для обуви -
 Машина для изготовления одноразовых масок
Машина для изготовления одноразовых масок
Связанный поиск
Связанный поиск- Ведущая линия по производству дренажных плит из ПНД
- Ведущая линия по производству гидроизоляционных мембран
- OEM матовая пленка линия литья
- Производственная линия композитной геомембраны
- Купить литая линия по производству пленки для перчаток
- Оптовая линия по производству однослойной/многослойной литой пленки
- Основные покупатели линий по производству композитных дренажных плит из геотекстиля
- Производители оборудования для производства геомембраны
- Основные покупатели машин для производства литой пленки
- Поставщики линий по производству геомембран с двумя колоннами








