Линия по производству прозрачной пленки CPP
Ищете информацию о линии по производству прозрачной пленки CPP? Эта статья предоставит вам исчерпывающее руководство, охватывающее все аспекты, от выбора оборудования до оптимизации производственного процесса. Узнайте о ключевых параметрах, технологиях и лучших практиках для создания высококачественной CPP пленки.
Выбор оборудования для производства CPP пленки
Основные компоненты линии
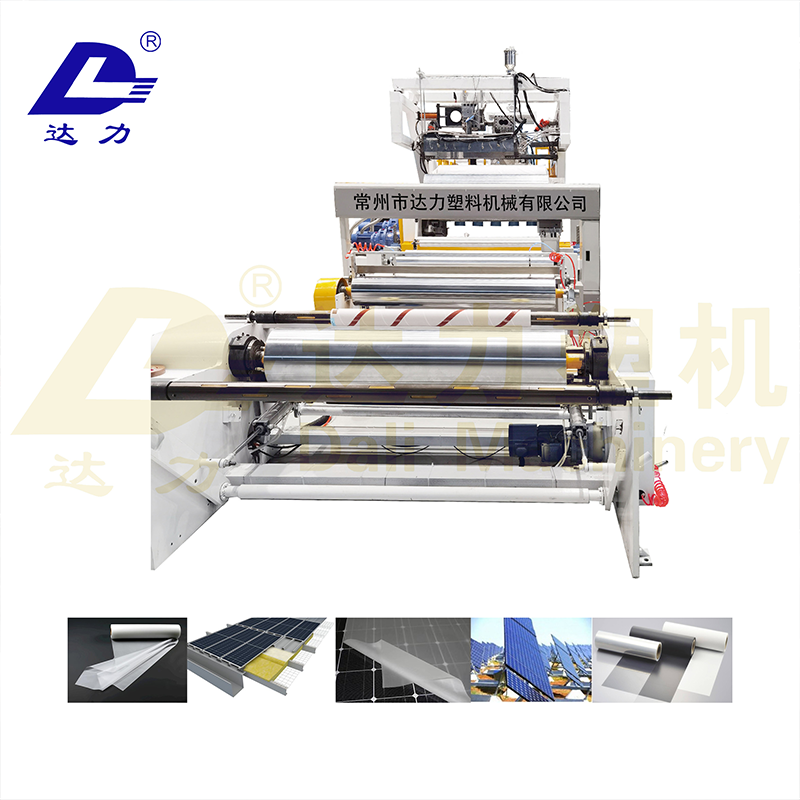
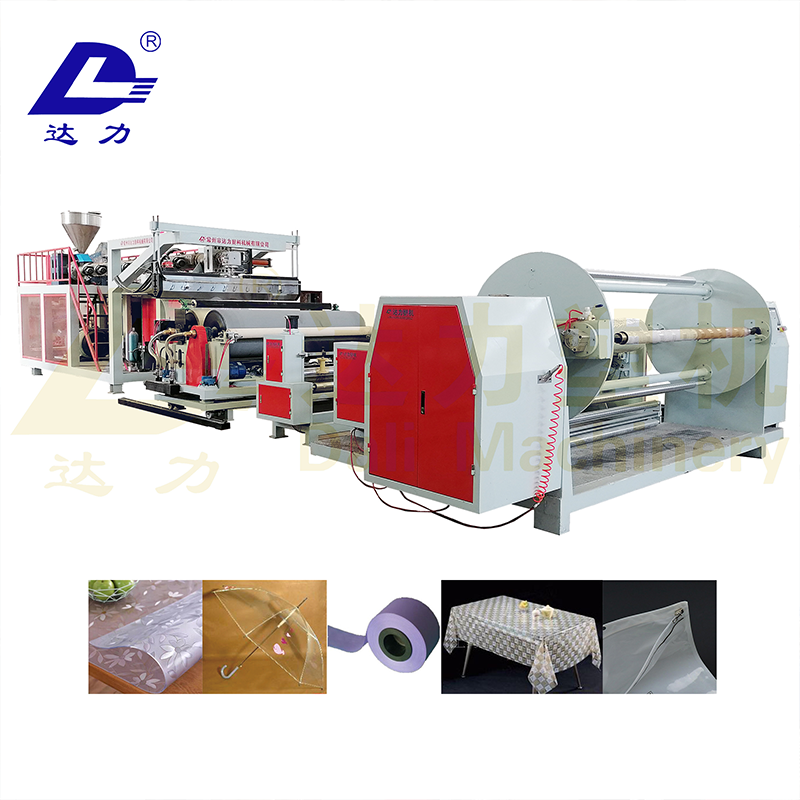
Современная линия по производству прозрачной пленки CPP включает в себя несколько ключевых компонентов. К ним относятся экструдер, система формования пленки, устройство для натяжения и охлаждения, система намотки и резки. Качество каждого из этих компонентов критично для получения качественной конечной продукции. При выборе оборудования следует обращать внимание на производительность, точность регулировки параметров и надежность работы. Например, экструдер должен обеспечить равномерное расплавление полипропилена и стабильный поток расплава. Система формования должна гарантировать получение пленки с заданной толщиной и шириной, а система охлаждения – быстрое и равномерное охлаждение для предотвращения деформации. Некоторые производители предлагают комплексные решения, включающие все необходимые компоненты, что упрощает процесс интеграции и обслуживания.
Ключевые параметры оборудования
При выборе оборудования для линии по производству прозрачной пленки CPP необходимо учитывать несколько ключевых параметров. Это включает в себя производительность (выход пленки в кг/час или м2/час), ширину экструзии, диапазон толщин пленки, тип используемого полипропилена, а также наличие автоматических систем управления и контроля. Выбор оборудования напрямую зависит от планируемого объема производства и требований к качеству пленки.
Технологический процесс производства CPP пленки
Этапы производства
Процесс производства CPP пленки включает в себя несколько этапов: подготовка сырья (гранулы полипропилена), экструзия расплава, формование пленки, охлаждение и натяжение, намотка и резка. Каждый этап требует точного контроля параметров, таких как температура, давление и скорость. Несоблюдение технологических требований может привести к дефектам пленки, снижению ее качества и производительности линии.
Оптимизация производственного процесса
Для оптимизации производства необходимо постоянно мониторить параметры процесса и вносить коррективы при необходимости. Использование систем автоматического контроля и управления позволяет минимизировать влияние человеческого фактора и повысить стабильность процесса. Регулярное техническое обслуживание оборудования также критически важно для поддержания его работоспособности и предотвращения простоев.
Качество и характеристики CPP пленки
Основные параметры
Качество прозрачной пленки CPP определяется несколькими ключевыми параметрами, включая прозрачность, прочность, термостойкость, влагостойкость и устойчивость к химическим веществам. Эти параметры зависят от типа используемого полипропилена, параметров экструзии и последующей обработки пленки. Для обеспечения высокого качества необходимо использовать высококачественное сырье и тщательно контролировать все этапы производства.
| Параметр | Значение |
|---|---|
| Толщина | В зависимости от требований заказчика |
| Ширина | В зависимости от требований заказчика |
| Прочность на разрыв | Зависит от типа полипропилена и параметров производства |
| Прозрачность | Высокая |
Заключение
Выбор и настройка линии по производству прозрачной пленки CPP – сложный, но важный процесс, требующий глубокого понимания технологии и оборудования. Правильный подход к выбору оборудования и оптимизации производственного процесса гарантирует получение высококачественной продукции и максимальную отдачу от инвестиций. Для получения дополнительной информации и консультаций по выбору оборудования для производства CPP пленки, пожалуйста, посетите сайт dalimachine.ru.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Линия по производству развязывающих прокладок
Линия по производству развязывающих прокладок -
 Линия по производству двухколонной точечной геомембраны
Линия по производству двухколонной точечной геомембраны -
 Линия по производству литой пленки с высоким содержанием наполнителя
Линия по производству литой пленки с высоким содержанием наполнителя -
 Пластиковая экструзионная головка
Пластиковая экструзионная головка -
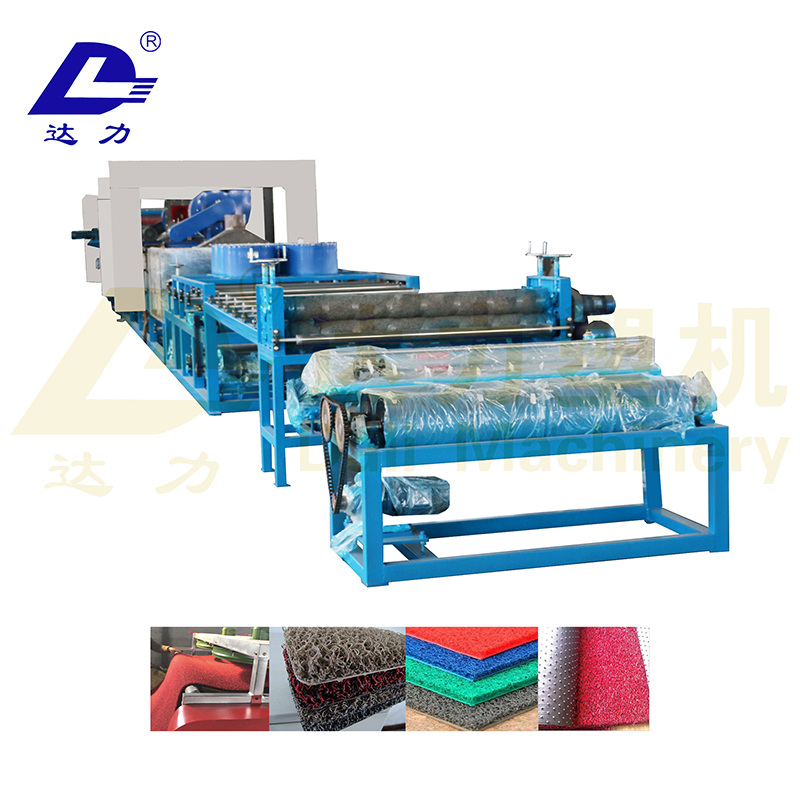 Линия по производству двухцветных фильерных ковриков для пола из ПВХ
Линия по производству двухцветных фильерных ковриков для пола из ПВХ -
 Линия по производству стеклянной пленки EVA PVB
Линия по производству стеклянной пленки EVA PVB -
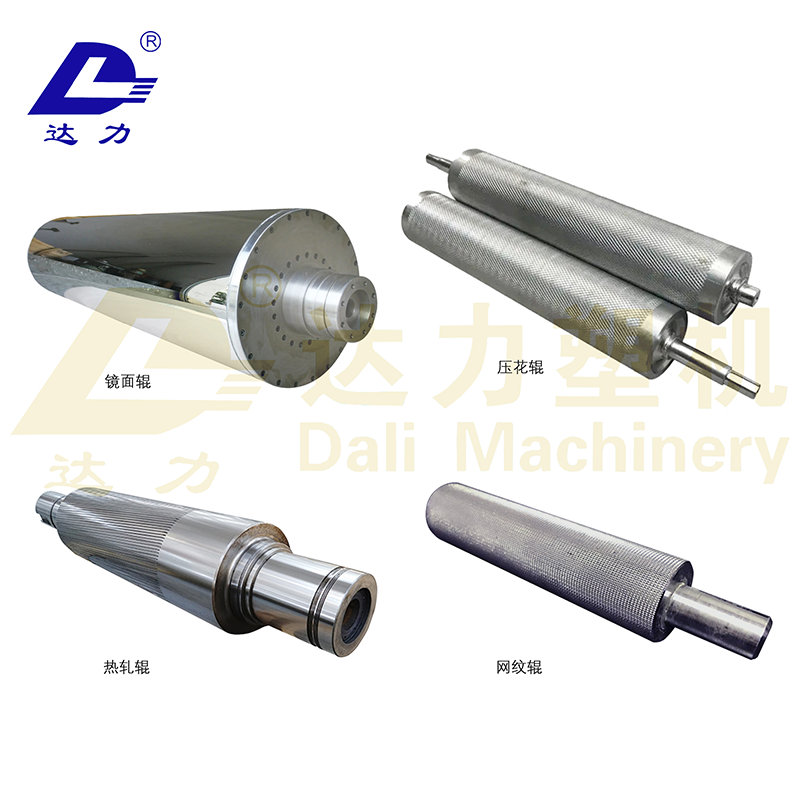 Валик для тиснения, зеркальный валик, горячий валик, анилоксовый валик
Валик для тиснения, зеркальный валик, горячий валик, анилоксовый валик -
 Линия по производству горячекатаных композитных материалов
Линия по производству горячекатаных композитных материалов -
 Линия по производству скатертной PE пленки для литья под давлением
Линия по производству скатертной PE пленки для литья под давлением -
 Интегрированная производственная линия по производству тисненой пленки из прозрачной пленки
Интегрированная производственная линия по производству тисненой пленки из прозрачной пленки -
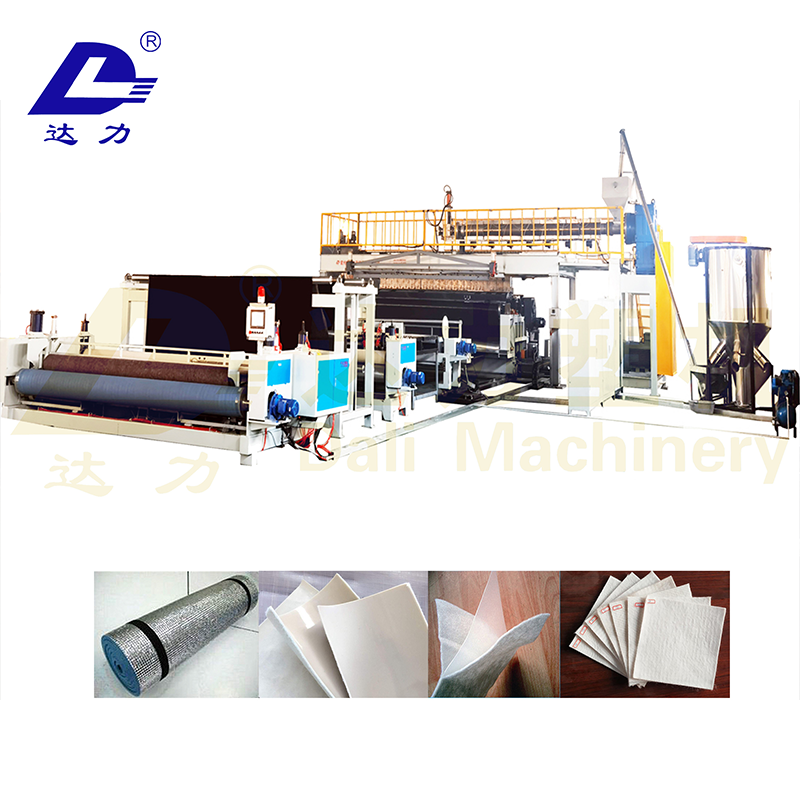 Линия по производству ламинирующего войлока для теплоизоляционных стеганых одеял
Линия по производству ламинирующего войлока для теплоизоляционных стеганых одеял -
 Линия по производству необработанной геомембраны для распыления
Линия по производству необработанной геомембраны для распыления
Связанный поиск
Связанный поиск- Поставщики производственной линии ламинирования ковровой пленки
- Линии экструзионного ламинирования в Китае
- Линия по производству однослойной/многослойной литой пленки
- Оптовая линия по производству прозрачной пленки
- Линия экструзионного ламинирования ткани для одежды
- Линия экструзионного ламинирования изделий для наружных работ
- Линия для литья перчаточной пленки в Китае
- Линия по производству геомембран в Китае
- Превосходная машина для литья пленки для салфеток
- Производители линий для литья перчаточной пленки








